







在鋼結(jié)構(gòu)工程安裝焊接時,焊縫質(zhì)量的好壞直接影響連接的強度,如質(zhì)量優(yōu)良的對接焊縫,試驗證明其強度高于母材,受拉試件的破壞部位多位于焊縫附近熱影響區(qū)的母材上。但是,當(dāng)焊縫中存在了氣孔、夾渣、咬邊等缺陷時,它們不但使焊縫的受力面積削弱,而且還在缺陷處引起應(yīng)力集中形成裂縫,在受拉連接中,裂縫更易擴展延伸,從而使焊縫強度在低于母材強度的情況下破壞。
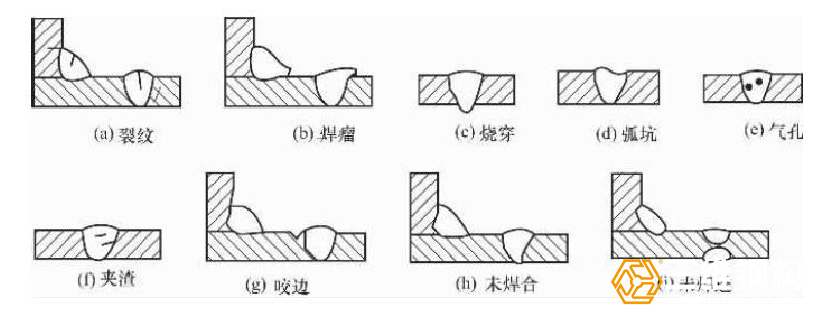
焊縫缺陷一般位于焊縫或其附近熱影響區(qū)鋼材的表面及內(nèi)部,通常表現(xiàn).為裂縫、未焊合、夾渣、焊瘤、咬邊、燒穿、弧坑、氣孔、電弧擦傷、未焊滿、根部收縮等。如圖所示。
根據(jù)焊縫的受力性質(zhì)和所處部位的重要性、荷載特性、焊縫形式、工作環(huán)境以及應(yīng)力狀態(tài)等情況,《鋼結(jié)構(gòu)設(shè)計規(guī)范》將焊縫質(zhì)量分為三個等級。
①在需要計算疲勞的鋼結(jié)構(gòu)工程中。垂直于作用力方向的橫向?qū)雍缚p或T形接頭對接與角接組合焊縫。受拉時為壹級,受壓時為二級;平行于作用力方向的縱向?qū)雍缚p.為二級。
②在不需要計算疲勞的鋼結(jié)構(gòu)工程中,凡要求一與母材等強的對接焊縫。受拉時應(yīng)不低于二級。受壓時宜為二級。
③重級工作制和起重量Q≥50t的中級工作制吊車梁的腹板與上翼緣之間。以及吊車析架上弦桿與節(jié)點板之間的全焊透T形接頭對接.與角接組合焊縫不應(yīng)低于二級。
④T形接頭的角焊縫或部分焊透的對接與角接組合焊縫,以及搭接連接的角焊縫,在用于直接承受動力荷載且需要計算疲勞的結(jié)構(gòu)和起重量QQ≥50t的中級工作制吊車梁時,外觀質(zhì)量應(yīng)符合二級,在用于其他結(jié)構(gòu)時,外觀質(zhì)量可為三級。
焊縫質(zhì)量等級選用的基本規(guī)律是:受拉焊縫高于受壓焊縫;受動力荷載焊縫高于受靜力荷載焊縫;對接焊縫一般都要求全焊透并與母材等強。角焊縫一般為外觀質(zhì)量三級。
三維鋼構(gòu)小編根據(jù)實踐經(jīng)驗和相關(guān)規(guī)范了解到鋼結(jié)構(gòu)焊接破壞性檢測有四種方法,如:力學(xué)性能的檢查、折斷面的檢查、鉆孔檢查和金相組織檢查等。
力學(xué)性能試驗焊接接頭的力學(xué)性能試驗主要包括以下四種方法。
①拉伸試驗。
拉伸試驗不僅可以測定焊縫的強度和塑性。同時還可以發(fā)現(xiàn)斷口處的缺陷。并能驗證所用焊材和施工工藝的正確與否。
②彎曲試驗
彎曲試驗是用來檢驗焊接接頭的塑性,可以反映出接頭各區(qū)域的塑性差別。暴露焊接缺陷和考核熔合線的結(jié)合質(zhì)量。
③沖擊試驗
沖擊試驗用以考核焊縫余屬和焊接接頭的沖擊韌性和缺口敏感性。
④硬度試驗
硬度試驗可以測定焊縫和熱影響區(qū)的硬度。還可以間接估算出材料的強度。用以比較出焊接接頭各區(qū)域的性能差別及熱影響區(qū)的淬硬傾向。
(2)折斷面檢驗.
為了保證焊縫在剖面處斷開。可預(yù)先在焊縫表面沿焊縫方向刻一條溝槽。槽深約為厚度的1/3。然后用拉力機或錘子將試件折斷。在折斷面上能發(fā)現(xiàn)各種內(nèi)部肉眼可見的焊接缺陷,如氣孔、夾渣、未焊透和裂縫等;還可以判斷斷口是韌性破壞還是脆性破壞。
焊縫折斷面檢驗具有簡單、迅速、易行和不需要特殊儀器和設(shè)備的優(yōu)點。可在生產(chǎn)和安裝現(xiàn)場廣泛采用。
(3)鉆孔檢驗對焊縫進行局部鉆孔檢查。可檢查焊縫內(nèi)部的氣孔、夾渣、未焊透和裂紋等缺陷。
(4)金相組織檢驗焊接金相檢驗主要是研究、觀察焊接熱過程所造成的金相組織變化和微觀缺陷。金相檢驗可分為宏觀金相檢驗和微觀金相檢驗。
金相檢驗的方法是在焊接試板(工件)上截取試樣,經(jīng)打磨、拋光、浸蝕等步驟。然后在金相顯微鏡下進行觀察。必要時可把典型的金相組織攝制成金相照片。以供分析研究。
通過金相檢驗可以了解焊縫結(jié)晶的粗細(xì)程度、溶池形狀及尺寸、焊接接頭各區(qū)域的缺陷情況
鋼結(jié)構(gòu)焊縫外觀檢查主要是查看焊縫成型是否良好,焊縫與焊縫過渡是否平滑;焊渣和飛濺物等是否清理干凈。
①裂砂縫外觀檢查時要先將焊縫上的污垢除凈后。憑肉眼日視焊縫。必要時用5-20倍的放大鏡。看焊縫是否存在弧坑、咬邊、焊瘤、夫渣、裂紋、氣孔、未焊透等缺陷。
②對焊縫的裂紋還可用硝酸酒精侵蝕檢查,即將可疑處漆膜除凈、打光,用丙酮洗凈,滴上濃度5%-10%硝酸酒精(光潔度高時濃度宜低)。有裂紋會有褐色顯示;重要的焊縫可采用紅色滲透液著色探傷。
③焊縫尺寸用測量工具(如焊縫卡、卷尺)量測,檢查否符合設(shè)計要求。用焊縫檢查專用尺檢查,必要時,用滲透著色探傷或磁粉探傷檢查。
④普通碳素鋼應(yīng)在焊縫冷卻到工作地點溫度以后進行;低合金結(jié)構(gòu)鋼應(yīng)在2.lh以后進行。
⑤焊縫金屬表面焊波應(yīng)均勻,不得有裂紋、夾渣、焊瘤、燒穿、弧坑和針狀氣孔等缺陷。焊接區(qū)不得有飛濺物。
⑥部分焊透組合焊縫和角焊縫外形尺寸允許偏差應(yīng)符合表小12的規(guī)定。
⑦鐵磁性材料應(yīng)采用磁粉探傷進行表面缺陷檢測。磁粉探傷應(yīng)符合國家現(xiàn)行標(biāo)準(zhǔn)《焊縫磁粉檢驗方法和缺陷磁痕的分級》(JB/T66061-1992)的規(guī)定。確因結(jié)構(gòu)原因或材料一原因不能使用磁粉探傷時。方可采用滲透探傷。滲透探傷應(yīng)符合國家現(xiàn)行標(biāo)準(zhǔn)《焊縫滲透檢驗方法和缺陷跡痕的分級》(JB/T66062-1992)的規(guī)定。


